O firmie Marcopol
Marcopol jest wiodącym w Europie producentem szerokiej gamy śrub i wkrętów oraz dystrybutorem najszerszej na rynku oferty elementów złącznych, chemii budowlanej, technik zamocowań dla wielu branż gospodarki.
Oprócz oferty produktowej firma dostarcza szereg rozwiązań logistycznych między innymi Składy Konsygnacyjne, Kanban, EDI i inne. Marcopol oferuje również szeroki pakiet usług dodatkowych z uwzględnieniem szczególnych potrzeb Klienta między innymi etykietowanie, pakowanie, nakładanie powłok specjalnych.
Dzięki zaawansowanym procesom kontrolnym produkty Marcopolu spełniają wszystkie wymogi jakościowe i posiadają niezbędne europejskie certyfikaty. Marcopol wspiera Klientów w optymalizacji ich finalnych kosztów zaopatrzenia. Już od wielu lat satysfakcja Klientów jest nadrzędnym celem naszej firmy.
Marcopol to marka od ekspertów dla ekspertów, niezależnie od reprezentowanej przez nich branży.

O firmie
Nasza historia
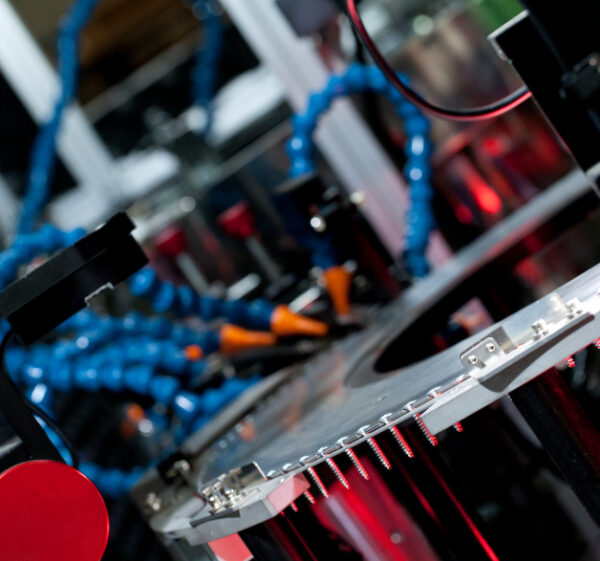
Produkcja
Własne zaplecze produkcyjneW procesie produkcyjnym łączymy nasze doświadczenie z nowoczesnymi technologiami. Posiadamy dwa własne zakłady produkcyjne w Chwaszczynie oraz Kartoszynie. W naszej ofercie produkcyjnej znajdują standardowe i specjalistyczne wkręty, śruby, szpilki, kołki oraz nity.
Produkujemy nawet krótkie serie elementów złącznych i wyroby niestandardowe po to, aby maksymalnie dopasować się do oczekiwań Klientów. Nasz zespół specjalistów wspiera w wyborze optymalnych rozwiązań dla Klientów. Siłą naszej produkcji jest szybkość i elastyczność w realizacji zamówień.
Logistyka
Nowoczesne rozwiązania logistyczneJednym z najważniejszych elementów strategii rozwoju naszej firmy stanowi wprowadzanie nowoczesnych rozwiązań logistycznych i zapewnienie ciągłości dostaw. Kompleksowa realizacja zamówień, szybki termin dostaw i bezpieczeństwo w transporcie są naszym priorytetem.
W naszym magazynie wysokiego składowania posiadamy 30 000 produktów w stałej dostępności. Ponad 80% naszych zamówień dociera do naszych Klientów w ciągu 24 godzin. Wysyłki realizowane są w systemie paczkowym i paletowym z podwójną kontrolą na wyjściu.
Wieloletnie doświadczenie z firmami produkcyjnymi zaowocowało wdrożeniem składów konsygnacyjnych Idea – rozwiązania, które zabezpiecza stany magazynowe w siedzibie klienta, zapewnia optymalną dostępność asortymentową, optymalizuje koszty oraz ułatwia zarządzanie zapasem.

Jakość
W trosce o jakość i środowiskoWażnym aspektem w strategii firmy jest zapewnienie jakości i działanie w sposób zrównoważony, przy poszanowaniu określonych prawem warunków środowiskowych i z zachowaniem zasad społecznejodpowiedzialności biznesu.
Potwierdzeniem naszych standardów jest wdrożony od 2002 roku System Zarządzania Jakością zgodny z ISO 9001:2015.
Posiadamy System Zarządzania Środowiskiem ISO 14001:2015 oraz System Zarządzania Bezpieczeństwem i Higieną Pracy zgodny z ISO 45001:2018.

CSR
Dbamy o siebie i o innychOd początku swojego istnienia angażujemy się w akcje społeczne. Pomagamy licznym organizacjom pożytku publicznego, fundacjom, szpitalom oraz hospicjom.
Marcopol to również sponsor licznych wydarzeń kulturalnych oraz spektakli dla dzieci w szpitalach województwa pomorskiego. Finansowe wsparcie otrzymała od nas także Scena Letnia Teatru Miejskiego im. Witolda Gombrowicza w Gdyni Orłowie. Sponsorujemy również imprezy sportowe, m.in. Bieg Bursztynowy, zawody jeździeckie i rozgrywki piłkarskie. Niedawno naszą podopieczną stała się słonica Wiki z gdańskiego zoo.
Naszego wsparcia udzieliliśmy między innymi fundacjom oraz instytucjom:
- DKMS
- Serce Dzieciom na Rzecz Dzieci Pokrzywdzonych przez Los
- OTOZ Animals Dom dziecka w Bielkówku
- Serce Dziecku
- Szpital Morski im. PCK w Gdyni za akcję Mikołajkową
- Helios – Projekt Na Zdrowie
- Zdążyć z Pomocą
- Patmos
- Pomóż i Ty
- Wróć – Fundacja Pomocy Dzieciom Poszkodowanym w Wypadkach Komunikacyjnych
- Fundacja na rzecz Pomocy Dzieciom z Grodzieńszczyzny
- Fundacja Pomocy Szkołom Polskim na Wschodzie
- Fundacja Tara – Pierwsze w Polsce schronisko dla koni
- Dom dziecka w Bielkówku

Nasze wartości
Fundamentem naszej pracy są wspólnie wypracowane wartościW codziennej pracy wspieramy się nie tylko wypracowanym przez nas systemem wartości ale również kodeksem etyki.


